
手工焊接不同型号芯片出现性能差异是电子制造中的常见问题,根本原因在于焊接工艺的微观不一致性。以下是系统性分析及解决方案:
温度过载
烙铁温度>350℃或接触时间>3秒 → 芯片内部键合线熔断(金线熔点280℃)
症状:芯片彻底失效或间歇性故障
验证:X光透视检查键合线状态
热应力裂纹
焊接后急速冷却(如用压缩空气) → 硅晶圆与封装基板CTE不匹配产生微裂纹
症状:常温能工作,低温/振动环境失效
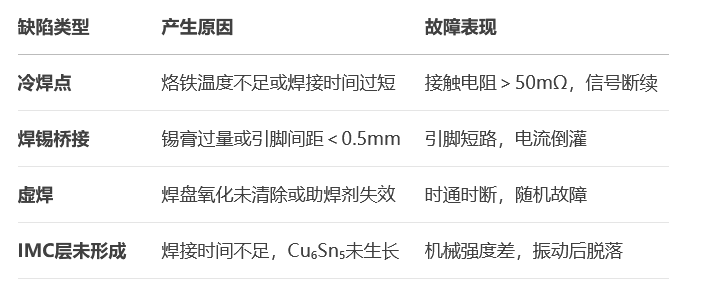
关键数据:优质焊点要求IMC层厚度1-3μm(需245℃±5℃维持2-3秒)
人体静电电压:日常动作可达8-15kV(远超芯片耐受的500V)
损伤机制:
栅极击穿(CMOS器件最脆弱)→ 漏电流增大
金属熔融(放电能量>1mJ)→ 永久短路
预防措施:
焊接台接地电阻<4Ω
使用离子风机消除静电荷
操作者戴防静电手环(阻抗1MΩ)
预处理
焊盘涂覆助焊剂(推荐乐泰NC-559)
芯片预镀锡(锡膏厚度0.1mm)
对位焊接
热风枪温度曲线:

检测修复
用立体显微镜(40倍)检查焊点光晕效应
桥接点用铜编织带吸除多余焊锡
老化测试
85℃烘烤2小时 → 循环温冲(-40℃~125℃, 5次)→ 振动测试10G@100Hz
温度:烙铁头实时测温(推荐白光FX-951温控焊台)
时间:每个焊点加热≤2秒(用秒表严格计时)
压力:烙铁头压力0.5-1N(相当于100g砝码重量)
焊锡量:直径0.3mm锡丝,每引脚进锡1.5mm
案例数据:某工厂实施量化控制后,焊接不良率从12.7%降至0.8%。手工焊接的稳定性核心在于消除人为不确定性,将工艺参数转化为可执行的数字标准。


深圳市芯存者科技有限公司
电话:176-6539-0767
Q Q:135-0379-986
邮箱:xcz@xczmemory.cn
地址:深圳市联创商务中心13层1308室

